isoleringsventiler: grindventiler som används i rörsystem
introduktion till grindventiler
grindventiler (GV) används specifikt i isoleringsapplikationer i olika rörsystem. Och de arbetar i helt öppna eller helt stängda positioner.
liksom andra isoleringstyper av ventiler som kulventil, pluggventil, kolvventil, membranventil, fjärilsventil, klämventil, grindventiler är också isoleringsventiler.
grindventiler är multi-purpose dubbelriktad avstängningsventiler för kommersiella och industriella tillämpningar. Avstängningsåtgärden uppnås genom att kilen flyttas vertikalt upp/ner i ventilkroppen på grund av deras förmåga att skära igenom vätskor.
de rekommenderas inte för regleringsändamål eftersom det mesta av flödesförändringen sker nära avstängning med en relativt hög vätskehastighet som orsakar disk-och sätesslitage och eventuellt läckage.
grindventiler finns med en mängd olika motorhuv, kaross-och trimmaterial och stamförpackningar utöver ett brett spektrum av tryckklasser och ändanslutningar inklusive förlängda kroppar.
typiska grindventiler har olika delar som kan identifieras som
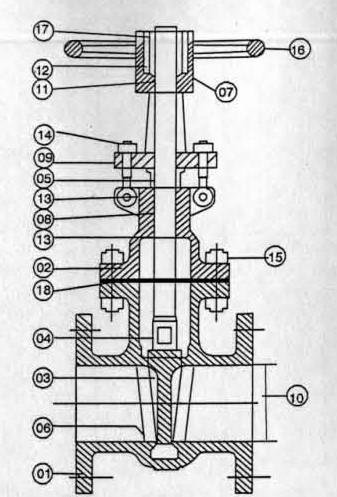
grindventiler
kropp:
kroppen i grindventilerna fästs på kärlet eller rören. Klassificeringen av kroppen kan göras beroende på slutanslutningarna som angivits tidigare. Kroppen kan också specificeras baserat på konstruktionsmaterialet av samma.
väggtjockleken och måtten på karossen från ände till ände / ansikte mot ansikte ska vara enligt den föreskrivande kod som den är utformad för.ändflänsarna ska vara integrerade gjutna eller smidda med kroppen. Det kan också fästas genom svetsning, om så anges. Slutanslutningen ska passa den angivna märkningen. Flänsanslutningen ska vara enligt ASME B 16.5 eller någon av flänsstandarderna.
stumsvetsändanslutningen ska vara till ASME B 16.25 eller någon annan ändförberedelse som krävs. Sockelsvetsning / skruvanslutning ska vara enligt ASME B 16.11 eller andra likvärdiga standarder. Kroppen kan ha hjälpanslutning som avlopp, by-pass-anslutningar etc.
motorhuv:
motorhuven klassificeras baserat på fästningen av samma till kroppen. Den typ av anslutningar som normalt antas är bultad, bälg förseglad, skruvad, svetsad, fackförening, tryckförseglad etc.
skruvförbandet ska vara flänsat, manligt och kvinnligt, tunga och spår eller ringtyp. I lågtrycksklassificeringsventiler kan den vara platt inför. Motorhuv packning väljs för att passa kroppen motorhuv anslutning. Det kan vara korrugerad eller platt fast metall, korrugerad eller platt metall mantlad, asbest fylld, metallring gemensamma, spiral sår asbest fylld, platt ring komprimerad asbest för lågtrycks ansökan, Teflon eller Teflon fylld för frätande tillämpningar.
bälgen förseglade motorhuvar kan bultas eller svetsas på kroppen. Dessa är utvalda för mycket kritiska tjänster som kärnkraftsapplikation och mycket höga temperaturer och dödliga tjänster. Den skruvade motorhuven används för mycket lågprioriterad applikation och små ventiler.
kil:
detta är den del som underlättar tjänsten genom dess rörelse upp och ner. Typen av kilar klassificeras som
• fast vanlig kil• br> * fast flexibel kil• br> * delad kil
När fast skiva är inklämd i det styva kroppssätet och ventilen genomgår temperaturförändringar fastnar kilen i sätet. Därför är den flexibla kilen och den delade kildesignen utvecklad för att övervinna denna svårighet.
normalt kallas den fasta vanliga kilen fast kil och den delade kilen kallas flexibel kil. Designen förändras något med tillverkarna men grunden förblir densamma.
Den flexibla kilkonstruktionen följs för ventilstorlekar 50 NB och högre. Ventiler 40 NB och Nedan finns endast i solid wedge-design. Flexibel kildesign är överlägsen eftersom den inte fastnar under högtemperaturoperationer. Kilmaterialet ska vara minst av samma kvalitet som kroppens. Vid integrerade sätesringar är kilomkretsen avsatt med material av högsta kvalitet. I mindre ventiler kommer hela kilen att tillverkas av överlägset material.
stam:
skaftet förbinder handhjulet och kilen för operationer. Designen kan ha stigande stam och icke stigande stam. Stammen drivs roterande stammuttern med handhjulet monterat på toppen av oket. I den stigande stamdesignen rör sig stammen upp tillsammans med kilen för att öppna.
detta kallas OS & Y ( utanför skruv och Ok) typ av design. Vid icke stigande stam kilen rör sig upp och ner och stammen är stillastående. Detta kallas den inre skruvdesignen.
normalt används barstock eller smide för konstruktion av stam.
körtel, Körtelfläns, förpackning och lykta:
det finns två typer av körteldesigner möjliga, enstaka och tvådelade. I tvådelad design kommer det att finnas körtelfläns och en följare. Följaren kommer att ha en sfärisk ände som underlättar korrekt inriktning av följare och belastning på förpackningen. I ett stycke kommer körteln och följaren att gjutas integrerad. Denna design används mestadels i lågtrycksventiler. Normalt körtelföljare kommer att vara av överlägset material än körtelflänsen. Körtelflänsar är normalt endast gjorda av kolstål. Körtlarna är bultade på motorhuven med körtelbultar.
regulatoriska koder anger att packboxen ska rymma minst sex packningsringar för klass 150 ventiler. När det gäller ventiler med högre betyg bör den ha lyktring med fem förpackningsringar ovanför och två förpackningsringar under lyktan. Lykta finns inte för klass 150 ventiler. Lykta tillhandahålls för högre betyg om det behövs. När lyktan är försedd ska packboxen vara försedd med två pluggade hål. Lyktans material ska ha korrosionsbeständighet lika med kroppens.
normalt är förpackningen av flätad asbest med lämplig korrosionsinhibitor. När specialförpackning som’ Grafoil ’ används, kommer antalet förpackningsringar som krävs att vara mer. För att rymma fler förpackningsringar ändras också körtelns längd. Denna design kallas
Den ’djup körtel’ design. Detta används för högtemperaturtjänster. Men detta kan inte uppfylla EPA: s flyktiga utsläppsstandard för < 500 ppm tröskel. Därför kommer ofta LDASR att leda till alltför stora utgifter.
Sätesringar:
det finns två typer av mönster möjliga i sätesringar. De är integrerade och förnybara. Vid förnybara sätesringar kan den antingen gängas, rullas in eller svetsas in. Vid integrerade sätesringar svetsas sätesmaterialet direkt på ventilkroppen. Den minsta hårdheten som anges av koden för detta material är 250 HB, med 50 HB minsta skillnad mellan kaross-och grindsäten, kroppssätet är hårdare.
baksätesarrangemanget tillhandahålls för att packa om packboxen när grinden är i helt öppet läge. Stammen ska ha en integrerad konisk eller sfärisk baksätesyta som sitter mot motorhuvens baksäte.
OK och Okbussning:
OK kan vara integrerat med eller separat från motorhuven. När oket är integrerat, ska stammuttern vara avtagbar utan att ta bort motorhuven. Oket ska ha samma konstruktionsmaterial som skalet. Oket bush är normalt en Ni motstå material. Detta för att förhindra gallring av stammen som stammen normalt kommer att vara av en nickellegering.
Handhjul och Handhjulsmutter:
handhjulet är fastsatt på stammen med en gängad handhjulsmutter. Pilen som pekar riktningen för att öppna ventilen kommer att markeras med ordet ”öppna” eller ”Stäng” eller ”stäng” om inte storleken gör det opraktiskt. Ventilerna ska stängas genom att ratten vrids medurs.
materialet i konstruktionen av handhjulet ska vara formbart järn, kolstål, nodulärt järn eller segjärn. Gjutjärn hänvisas inte. Muttern ska vara av kolstål eller rostfritt stål.
när ventilens installerade läge är sådant att handhjulet inte är tillgängligt, ersätts handhjulen med kedjehjul och ventilen drivs med kedjor. För stor diameter ventil där manövermomentet är hög, är växel arrangemang anordnat för att underlätta driften. För det mesta antas avfasningsutrustning. Om fjärrstyrning av ventilen krävs, kan detta uppnås genom motor med omkopplare. Korrekt val av drivenheten ska göras beroende på tjänsterna.
bultning:
normalt används bultar med hög draghållfasthet för motorhuv och bultar med låg kolhalt för körtel-och okbultning. Körtelbultar är normalt gångjärnsbultar med sexkantiga muttrar.
ventilport:
ventilstorleken anges av storleken på ändanslutningen eller kroppsänden. Porten eller borrningen är passagen genom ventilen.
det finns två typer av portdesigner möjliga i grindventiler, full borrning och reducerad borrning. Vid full borrning ska hålets nätarea genom sätet vara så praktiskt som möjligt lika med den nominella rörstorleken. För reducerade portventiler är portdiametern normalt en storlek mindre än ändens storlek.
Den kompakta designen liten borrning (1/2 – 1/2 tum) grindventiler är enligt API 602 eller BS 5352. Om inte den fullständiga borrdesignen specifikt efterfrågas, levererar tillverkarna de reducerade borrventilerna. Grindventilerna med full borrning är också täckta i BS 5352. Vid full borrning ska nettoområdet för borrningen genom sätet motsvara det för Sch 80-rör för ventiler av klass 800 och sch 160-rör för ventiler av klass 1500. Under inga omständigheter är mindre än 90% av ovanstående siffra acceptabelt enligt kod.