Vannes d’isolement: Vannes à vanne utilisées dans les systèmes de tuyauterie
Introduction aux vannes à vanne
Les vannes à vanne (GV) sont spécifiquement utilisées dans des applications d’isolement dans divers systèmes de tuyauterie. Et ils fonctionnent dans les positions complètement ouvertes ou complètement fermées.
Comme d’autres types de vannes d’isolement comme les vannes à boisseau sphérique, les vannes à boisseau sphérique, les vannes à piston, les vannes à membrane, les vannes papillon, les vannes à pincement sont également des vannes d’isolement.
Les vannes à vanne sont des vannes d’arrêt bidirectionnelles polyvalentes pour les applications commerciales et industrielles. L’action d’arrêt est obtenue en déplaçant le coin verticalement vers le haut / le bas dans le corps de la vanne, en raison de leur capacité à couper les liquides.
Ils ne sont pas recommandés à des fins de régulation, car la majeure partie du changement de débit se produit près de l’arrêt avec une vitesse du fluide relativement élevée entraînant une usure du disque et du siège et une éventuelle fuite.
Les vannes à vanne sont disponibles avec une variété de types de capot, de matériaux de carrosserie et de garniture et de garnitures de tige en plus d’une large gamme de classes de pression et de raccords d’extrémité, y compris les corps étendus.
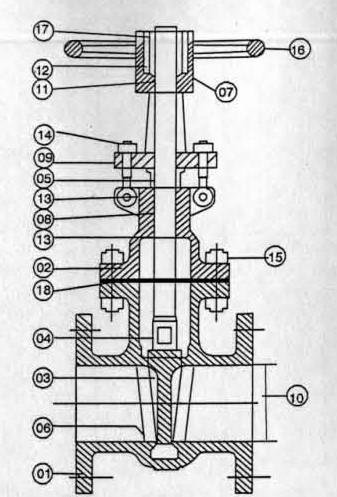
Les vannes à vanne typiques ont diverses parties qui pourraient être identifiées comme
Vannes à vanne
Corps:
Le corps des vannes à vanne est fixé au récipient ou à la tuyauterie. La classification du corps pourrait se faire en fonction des connexions d’extrémité comme indiqué précédemment. Le corps pourrait également être spécifié en fonction du matériau de construction de celui-ci.
L’épaisseur de paroi et les dimensions bout à bout / face à face de la caisse doivent être conformes au code réglementaire auquel elle est conçue.
Les brides d’extrémité doivent être intégralement coulées ou forgées avec le corps. Il peut également être fixé par soudage, si cela est spécifié. La connexion d’extrémité doit convenir à la cote spécifiée. La connexion à bride doit être conforme à la norme ASME B 16.5 ou à l’une des normes de bride.
La connexion d’extrémité de soudage bout à bout doit être à ASME B 16.25 ou à toute autre préparation d’extrémité requise. La connexion à souder à douille / à vis doit être conforme à la norme ASME B 16.11 ou à toute autre norme équivalente. Le corps peut avoir des connexions auxiliaires telles que des drains, des connexions de dérivation, etc.
Capot:
Le capot est classé en fonction de la fixation de celui-ci à la carrosserie. Les types de connexions normalement adoptés sont boulonnés, scellés à soufflet, vissés, soudés, Unis, scellés sous pression, etc.
La connexion boulonnée doit être à bride, mâle et femelle, à rainure et languette ou à bague. Dans les vannes à basse pression, il peut être plat. Le joint de capot est sélectionné pour s’adapter à la connexion du capot du corps. Il peut s’agir d’un métal solide ondulé ou plat, d’un métal ondulé ou plat revêtu, rempli d’amiante, d’un joint d’anneau métallique, d’un amiante enroulé en spirale rempli d’amiante, d’un amiante comprimé à anneau plat pour une application à basse pression, de téflon ou de téflon rempli pour des applications corrosives.
Les bonnets scellés de soufflet peuvent être boulonnés ou soudés sur le corps. Ceux-ci sont sélectionnés pour des services très critiques comme l’application nucléaire et les services à très haute température et létaux. Le capot vissé est utilisé pour une application très peu prioritaire et des vannes de petite taille.
Cale:
C’est la pièce qui facilite le service par son mouvement de haut en bas. Le type de cales est classé comme
• Coin uni solide
* Coin flexible solide
* Coin fendu
Lorsque le disque plein est coincé dans le siège du corps rigide et que la valve subit des changements de température, le coin se coince dans le siège. Par conséquent, la conception de coin flexible et de coin fendu est développée pour surmonter cette difficulté.
Normalement, le coin uni solide est appelé coin solide et le coin fendu est appelé coin flexible. La conception change légèrement avec les fabricants bien que la base reste la même.
La conception de la cale flexible est suivie pour les tailles de vannes de 50 NB et plus. Les vannes de 40 NB et moins sont disponibles uniquement en forme de cale solide. La conception de cale flexible est supérieure car elle ne sera pas coincée pendant les opérations à haute température. Le matériau du coin doit être au moins de la même qualité que celui du corps. En cas d’anneaux de siège intégrés, la circonférence du coin est déposée avec un matériau de qualité supérieure. Dans les vannes plus petites, la cale entière sera fabriquée à partir de matériaux de qualité supérieure.
Tige:
La tige relie le volant et la cale pour les opérations. La conception peut avoir une tige montante et une tige non montante. La tige est actionnée en tournant l’écrou de la tige à l’aide d’une roue manuelle montée en haut de l’étrier. Dans la conception de la tige montante, la tige se déplace vers le haut avec le coin pour s’ouvrir.
C’est ce qu’on appelle le type de conception OS &Y (Vis et joug extérieurs). En cas de tige non montante, le coin se déplace de haut en bas et la tige est immobile. C’est ce qu’on appelle la conception de la vis intérieure.
Normalement, le stock de barres ou le forgeage sont utilisés pour la construction de la tige.
Presse-étoupe, bride de presse-étoupe, Emballage et lanterne:
Il existe deux types de conceptions de presse-étoupe possibles, une seule pièce et deux pièces. Dans la conception en deux pièces, il y aura une bride de presse-étoupe et un suiveur. Le suiveur aura une extrémité sphérique qui facilite l’alignement correct du suiveur et de la charge sur l’emballage. En une seule pièce, le presse-étoupe et le suiveur seront moulés d’un seul tenant. Cette conception est principalement utilisée dans les vannes à basse pression. Normalement, le suiveur de presse-étoupe sera d’un matériau supérieur à celui de la bride de presse-étoupe. Les brides de presse-étoupe sont normalement en acier au carbone uniquement. Les glandes sont boulonnées au capot avec des boulons à œillets.
Les codes réglementaires spécifient que le presse-étoupe doit contenir au moins six bagues d’étanchéité pour les vannes de la classe 150. En ce qui concerne les vannes d’évaluation plus élevées, il devrait avoir un anneau de lanterne avec cinq anneaux d’emballage au-dessus et deux anneaux d’emballage au-dessous de la lanterne. La lanterne n’est pas fournie pour les vannes de classe 150. La lanterne est fournie pour une note plus élevée si nécessaire. Lorsque la lanterne est fournie, le presse-étoupe doit être muni de deux trous bouchés. Le matériau de la lanterne doit avoir une résistance à la corrosion égale à celle du corps.
Normalement, l’emballage est en amiante tressé avec un inhibiteur de corrosion approprié. Lors de l’utilisation d’un emballage spécial tel que « Graphoil », le nombre de bagues d’emballage requises sera supérieur. Pour accueillir plus d’anneaux d’emballage, la longueur de la glande est également modifiée. Cette conception est appelée
la conception de « glande profonde ». Ceci est utilisé pour les services à haute température. Mais cela ne peut pas satisfaire la norme d’émission fugitive de l’EPA de seuil de 500 ppm <. Par conséquent, une LDASR fréquente entraînera des dépenses excessives.
Anneaux de siège:
Il existe deux types de conceptions possibles dans les anneaux de siège. Ils sont intégraux et renouvelables. Dans le cas d’anneaux de siège renouvelables, il peut être fileté, enroulé ou soudé. Dans le cas d’anneaux de siège intégrés, le matériau du siège est déposé par soudure directement sur le corps de vanne. La dureté minimale spécifiée par le code pour ce matériau est de 250 HB, avec un différentiel minimum de 50 HB entre les sièges de caisse et de porte, le siège de caisse étant plus dur.
La disposition de la banquette arrière est prévue pour remballer le presse-étoupe lorsque le portail est en position complètement ouverte. La tige doit avoir une surface de siège arrière conique ou sphérique intégrée pour s’asseoir contre la banquette arrière du capot.
Empiècement et douille d’empiècement :
L’empiècement peut être solidaire ou séparé du capot. Lorsque le joug est solidaire, l’écrou de tige doit être amovible sans retirer le capot. Le joug doit avoir le même matériau de construction que celui de la coque. Le buisson de joug est normalement un matériau résistant au Ni. C’est pour éviter la gaule de la tige car la tige sera normalement en alliage de nickel.
Roue à main et écrou de roue à main:
Le volant est fixé à la tige par un écrou de volant fileté. La flèche indiquant la direction d’ouverture de la vanne sera marquée du mot « ouvrir » ou « fermer » ou « fermer », sauf si la taille le rend impraticable. Les vannes doivent être fermées en tournant le volant dans le sens des aiguilles d’une montre.
Le matériau de construction de la roue à main doit être de la fonte malléable, de l’acier au carbone, du fer nodulaire ou du fer ductile. La fonte n’est pas référencée. L’écrou doit être en acier au carbone ou en acier inoxydable.
Lorsque la position installée de la vanne est telle que la roue à main n’est pas accessible, les roues à main sont remplacées par des roues à chaîne et la vanne est actionnée avec des chaînes. Pour les vannes de grand diamètre où le couple de fonctionnement est élevé, une disposition des engrenages est prévue pour faciliter le fonctionnement. La plupart du temps, des équipements à engrenages coniques sont adoptés. Si un fonctionnement à distance de la vanne est nécessaire, cela peut être réalisé via un moteur avec des interrupteurs. La sélection correcte de l’unité d’entraînement doit être effectuée en fonction des services.
Boulonnage:
Des goujons normalement à haute résistance sont utilisés pour les boulons de capot et les boulons à faible teneur en carbone pour le boulonnage de la glande et de l’étrier. Les boulons de presse-étoupe sont normalement des boulons articulés avec des écrous hexagonaux.
Orifice de vanne:
La taille de la vanne est spécifiée par la taille de la connexion d’extrémité ou de l’extrémité du corps. L’orifice ou l’alésage est le passage à travers la vanne.
Il existe deux types de conceptions de ports possibles dans les vannes à guillotine, le passage intégral et l’alésage réduit. En cas d’alésage complet, la surface nette de l’alésage traversant le siège doit être aussi pratiquement que possible égale à la taille nominale du tuyau. Pour les vannes à orifice réduit, le diamètre de l’orifice est normalement inférieur d’une taille à la taille de l’extrémité.
Les vannes à vanne à petit alésage (1/2–1/2 pouce) de conception compacte sont conformes à API 602 ou BS 5352. À moins que la conception à alésage complet ne soit spécifiquement demandée, les fabricants fournissent les vannes à alésage réduit. Les vannes à vanne de conception à alésage complet sont également couvertes par la norme BS 5352. Dans la conception à alésage complet, la surface nette du siège traversant doit être équivalente à celle des tuyaux Sch 80 pour les vannes de la classe 800 et des tuyaux Sch 160 pour les vannes de la classe 1500. En aucun cas, moins de 90% du chiffre ci-dessus n’est acceptable selon le code.